
-
Podkreślić
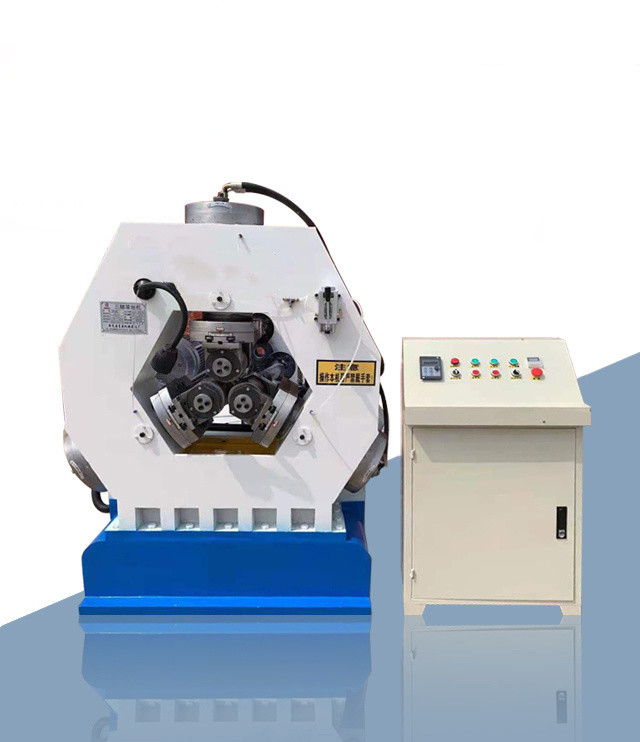
Hydrauliczna walcarka do gwintów
,trójosiowa walcarka do gwintów
,maszyna do walcowania prętów zbrojeniowych
-
Gwarancja12 miesięcy
-
DostosowaneDostosowane
-
Korzyśćłatwe w utrzymaniu
-
StanNowy
-
Pakiet transportowydrewniana skrzynka
-
PoczątekChiny
-
Kod HS8463200000
-
Wielkość opakowania na jednostkę produktu1950,00 cm * 1050,00 cm * 1070,00 cm
-
Waga brutto na jednostkę produktu50.000 kg
-
Koszty wysyłkiDo negocjacji
-
Serwis pogwarancyjnyKontakt z e-mailem, wideo, What's APP
-
RodzajMaszyna do zwijania
-
OrzecznictwoISO9001, CE
Hydrauliczna trójosiowa walcarka do gwintów


Opis produktu
Informacje o firmie.
Podstawowa informacja.
pakowanie i dostawa
Opis produktu
Opis:
The walcarka do gwintów jest wielofunkcyjną obrabiarką do wytłaczania na zimno.Maszyna do walcowania gwintów może przetwarzać gwint, proste ziarno i ukośne walcowanie przedmiotu obrabianego w stanie zimnym w swoim zakresie nacisku walcowania;proste zęby, spiralne zęby i spiralne koła zębate toczące się;prostowanie, zmniejszanie, walcowanie i różne walcowanie kształtujące.Maszyna posiada bezpieczny i niezawodny elektryczno-hydrauliczny układ wykonawczy i sterujący, który umożliwia wybór każdego cyklu roboczego spośród trzech trybów: ręczny, półautomatyczny i automatyczny.
|
Przedmiot |
Parametr |
||
|
Model |
ZP28-125 |
Średnica przetwarzania
|
Ø25-120mm |
|
Główny silnik napędowy |
15kw |
Boisko toczące się |
1-16mm |
|
Hydrauliczna stacja silnikowa |
5,5 kW-4 |
Prędkość |
0-50r/min |
|
Średnica rolki |
Ø125-Ø180mm |
Jakość jednostki |
3500 kg |
|
Wymiary |
2000×1500×1700mm |
||
Cechy:
Maszyna do walcowania nicikonstrukcja odlewnicza, trzy cylindry hydrauliczne są zaprojektowane wewnątrz kadłuba, rozsądne i mocne, z dużą mocą, precyzyjną obróbką gwintu, wygodną regulacją, regulacją prędkości konwersji częstotliwości, szerokim zakresem zastosowań, mogą toczyć różne gwinty, zwykłe gwinty, gwint w kształcie litery T, wzór siatki, wzór prosty, gwint o specjalnym kształcie, wydrążony pręt kotwiący, wydrążony przecisk, może również wykonywać obróbkę hydrauliczną, taką jak formowanie i kalandrowanie przedmiotu obrabianego.

Rozwiązanie problemu braku wątku lub niechlujnego wątku
Kierunek obrotu głowicy toczącej jest nieprawidłowy;specyfikacja głowicy toczącej jest niezgodna z prętem stalowym;
Kolejność tulei pozycjonującej jest nieprawidłowa;czy kolejność głowic toczących jest prawidłowo zainstalowana;
Rolka i tuleja pozycjonująca są uszkodzone;
Zużycie i renowacja
Koła toczne muszą być regulowane synchronicznie, to znaczy, aby dostosować zbieżność wgłębień kół L i R na powierzchni przedmiotu obrabianego.Jeśli regulacja synchroniczna jest niedokładna, przedmiot obrabiany będzie miał chaotyczne zęby, wióry i warunki poza tolerancją.Wysokość środka przedmiotu obrabianego jest zgodna z wysokością środka toczącego się koła (pozwalając na obniżenie o 0,01-0,08 mm).Powszechnie stosowane metody regulacji to:
Po zużyciu koła tocznego zęby można zeszlifować, aby zmniejszyć liczbę zębów, a parametry można ponownie obliczyć zgodnie z powyższym procesem, a zęby można ponownie wyciąć, aby wyprodukować odnowione koło toczne, które mogą być wielokrotnie odnawiane w dopuszczalnym zakresie rozstawu osi obrabiarki.

profil firmy
Firma produkująca sprzęt górniczy Shaanxi Zhongtuo została założona w 2005 roku w Xi'an w prowincji Shaanxi. Jest to zagraniczna firma handlowa specjalizująca się w badaniach, rozwoju i sprzedaży maszyn i urządzeń w dziedzinie górnictwo, mosty, chodniki, I tunele.
Obecnie nasi klienci znajdują się w całej Rosji, Tajlandii, Rumunii, Bułgarii, Albanii, Kolumbii, Brazylii, Peru, Urugwaju, Arabii Saudyjskiej, Kuwejcie, Zjednoczonych Emiratach Arabskich, Omanie, Turcji, Izraelu, Kazachstanie, Indiach i wielu innych krajach.

O certyfikatach:

Zalety drewnianych opakowań
Drewno ma dobre właściwości amortyzujące, odporność na korozję, wysoką wytrzymałość i dobre właściwości pochłaniania wilgoci, a drewniane pudełko nadaje się do przedmiotów o różnych rozmiarach, co jest wygodne do przechowywania i transportu.

Nasze produkty sprzedawane są na całym świecie. Możesz być spokojny o cały proces naszych produktów.