
ZT160 Wysokiej jakości automatyczna hydrauliczna walcarka do gwintów
-
Podkreślić
ZT160 Walcarka do gwintów
,Automatyczna walcarka do gwintów
,Wielofunkcyjny hydrauliczny wałek do gwintów
-
ModelZT160
-
Maksymalna średnica100 mm
-
Serwis pogwarancyjnyŚledzenie wskazówek i usług
-
Gwarancja1 rok
-
średnica zewnętrzna170-200mm
-
Maksymalny nacisk toczenia300 kn
-
Wymiar (długi * szerokość * wysoki)1100*1000*1200mm
-
Waga3500 kg
-
Miejsce pochodzeniaShaanxi
-
Nazwa handlowaZHONGTUO
-
OrzecznictwoCE; ISO
-
Numer modeluZT160
-
Minimalne zamówienie1 szt
-
Szczegóły pakowaniadrewniana skrzynka
-
Czas dostawy7-15 dni
-
Zasady płatnościL/C, D/A, D/P, T/T, Western Union, MoneyGram
ZT160 Wysokiej jakości automatyczna hydrauliczna walcarka do gwintów


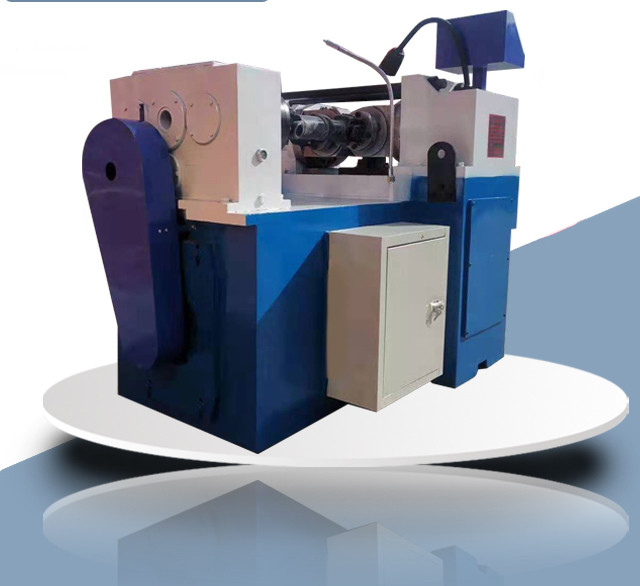
Cechy automatycznej hydraulicznej walcarki do gwintów
Stosowany jest głównie do obróbki różnych gwintów przedmiotu obrabianego o wysokiej wytrzymałości i precyzji, w tym gwintów zwykłych, gwintów trapezowych, gwintów modułowych, gwintów przelotowych itp. Charakteryzuje się rozsądną konstrukcją, dużą zdolnością przetwarzania i wysoką wydajnością.
Opis hydraulicznej automatycznej hydraulicznej walcarki do gwintów
Walcarka do gwintów jest wielofunkcyjną obrabiarką do wytłaczania na zimno.Maszyna do walcowania gwintów może przetwarzać gwint, proste ziarno i ukośne walcowanie przedmiotu obrabianego w stanie zimnym w zakresie ciśnienia walcowania;proste zęby, spiralne zęby i spiralne koła zębate toczące się;prostowanie, zmniejszanie, walcowanie i różne walcowanie formujące.Maszyna posiada bezpieczny i niezawodny elektryczno-hydrauliczny układ wykonawczy i sterujący, który umożliwia wybór każdego cyklu roboczego spośród trzech trybów: ręczny, półautomatyczny i automatyczny.
Proces walcowania gwintów na zimno to zaawansowany proces bez skrawania, który może skutecznie poprawić jakość wewnętrzną i powierzchnię przedmiotu obrabianego.Promieniowe naprężenie ściskające powstające podczas obróbki może znacznie poprawić wytrzymałość zmęczeniową i wytrzymałość na skręcanie przedmiotu obrabianego.Jest to wydajny, energooszczędny, idealny proces o niskim zużyciu energii.
Parametr techniczny
| Przedmiot | Parametr | |
| Zakres gwintów hydraulicznych | Maksymalna średnica | Φ100mm |
| Minimalna średnica | Φ8mm | |
| Asortyment kół obwiedniowych | średnica zewnętrzna | Φ170-Φ220mm |
| średnica otworu | Φ75mm | |
| Maksymalna szerokość | 200 mm | |
| Maksymalny nacisk toczenia | 300 kn | |
| Główna oś | Pochyłość | ±10°C |
| Zakres regulacji czasu automatycznego czucia hydraulicznego | 0,1-99,9 s | |
| Zakres regulacji czasu przerwy | 0,1-99,9 s | |
| Moc przekładni głównej osi | 15kW-4 | |
| Moc przekładni hydraulicznej | 5,5 kW-4 | |
| Rozmiary zewnętrzne (dł. × szer. × wys.) | 2150*1800*1600mm | |
| Ciężar maszyny | 3500 kg | |
![]()
Typowe problemy i rozwiązania walcarki do gwintów
1. Kolejność wymiany uszczelki wewnętrznej koła toczącego gwint: zgodnie z ruchem wskazówek zegara: gruba, średnia i cienka oraz uszczelka zewnętrzna cienka i średnia;
2. Dostosuj rozmiar: po poluzowaniu sześciu wewnętrznych śrub kątowych (lub trzech zewnętrznych śrub sześciokątnych) za głowicą koła tocznego, użyj klucza nastawnego, aby precyzyjnie wyregulować rozmiar;
3. Regulacja długości drutu: wyreguluj odległość ogranicznika na przełączniku dwusuwowym;
4. Wyreguluj długość skóry: wyreguluj i zamontuj kwadratowe gniazdo na wale wciągającym;
5. Antyprzewody samochodowe
(1) Uszczelki w kółku do walcowania gwintu montuje się w odwrotnej kolejności
(2) Przełącznik przyciskowy w górę
(3) włącz maszynę i obierz skórę w kierunku przeciwnym do ruchu wskazówek zegara, naciśnij przycisk przełącznika na przycisku wstecz, aby zwinąć nić zgodnie z ruchem wskazówek zegara, a następnie przywróć nić w kierunku przeciwnym do ruchu wskazówek zegara
Nasze produkty sprzedawane są na całym świecie. Możesz być spokojny o cały proces naszych produktów.